サポート上の印刷面が汚くなってしまう
勾配のきついオーバーハングや、下にモデルのない中空部分がある場合は、サポート材を印刷して土台とします。
FlashPrint 5によって作成されたサポート材は、完成したモデルから簡単に剥がすことできるようになっています。
ただし、モデルの形状などによっては、サポート材と直接接触するモデルの表面をキレイに印刷するため、調整が必要になることがあります。
以下に主な設定と、それらが印刷に与える影響について説明します。
積層ピッチを下げる
プリンターのオーバーハング性能は、積層ピッチを下げることによって改善することができます。
例えば、積層ピッチを0.2mmから0.1mmに減らした場合、レイヤーの数は2倍になります。
そのため、オーバーハングを作成するときに、より細かく積層していくことができます。
そうすることで印刷時間を短縮し、印刷に必要なサポートの量を減らすというメリットがあります。
また、モデルの裏面をキレイに印刷できるというメリットもあります。
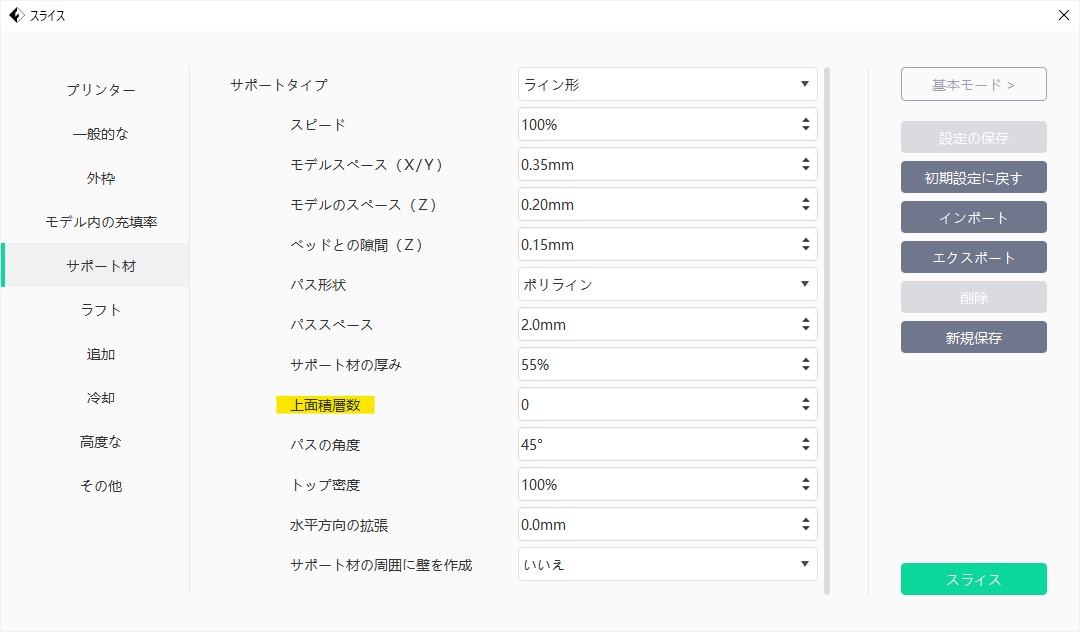
上面積層数を増やす
ラインサポートを使用している場合、上面積層数を変更することができます。
レイヤー数を増やすことでモデルの裏面をキレイに印刷することができますが、代わりに剥がすのが難しくなってしまいます。
FlashPrint 5でスライス時に[サポート材]タブの[上面積層数]から変更できます。
モデルとサポート材の隙間を調整する
簡単に取り外せるようなサポート材を作成するには、サポート材の量が多すぎず少なすぎないバランスが必要です。
取り外すのは簡単だがしっかりとサポートできる量、に調整する必要があります。
あまりに多くのサポート材をつけるとモデルと結合してしまい、サポート材を取り外すことが困難になります。
逆にあまりにもサポート材が少ないと、簡単に取り外せても、キレイに印刷することができないかもしれません。
FlashPrint 5では、このバランスを簡単に調整することができます。
正しいバランスを選ぶために最初に確認する設定は[モデルのスペース(Z)]です。
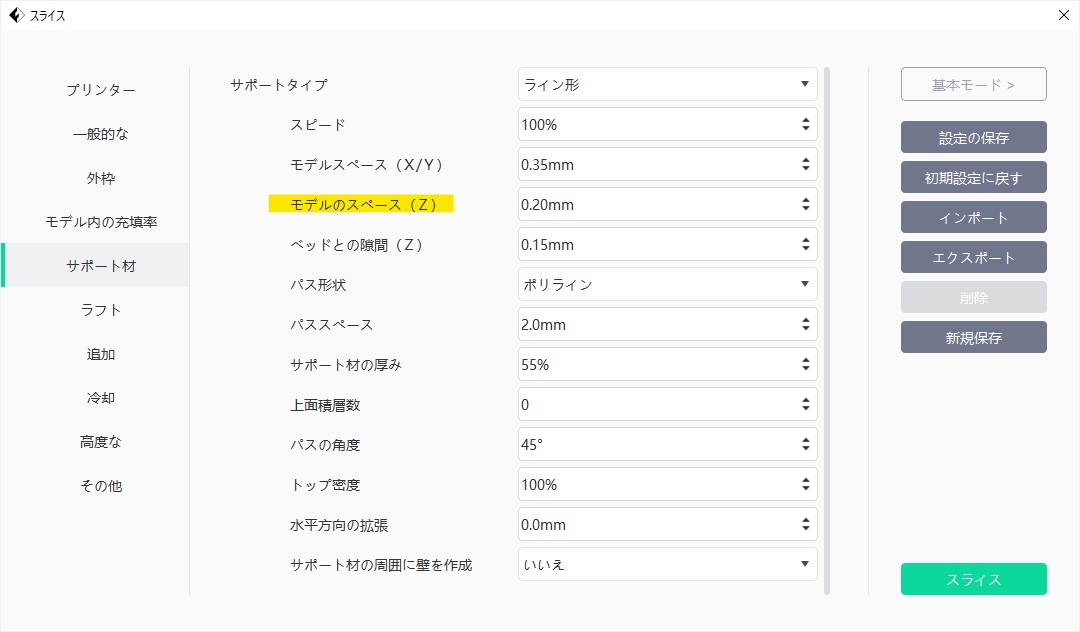
これは、サポート材とモデルの間のZ方向に、隙間をどれだけ確保するかという設定です。
たとえば、モデルとサポート材を同じ種類のフィラメントを印刷しているならば、大体0.2mm前後に設定するのが一般的です。
仮にこの隙間を0mmに設定して、モデルとサポート材を同じ種類のフィラメントで印刷したとします。
その場合、サポート材はモデルと接着してしまって、取り外しが困難になる可能性があります。
デュアルノズルで印刷する
デュアルノズル機種の場合は、サポート材に異なる種類のフィラメントを使用することでキレイに印刷することができます。
たとえば、サポート材に水溶性PVAを使用して、モデルにPLAを使用して印刷したりすると、キレイに出力されます。
モデルとサポート材は異なる種類のフィラメントで印刷されているので、簡単には結合しません。
サポート材に溶性フィラメントを使用している場合は、モデルとサポート材の隙間を0にすることができます。