フィラメントがプラットフォームに定着しない場合、どうすればいいのか
印刷がキチンと成功するためには、モデルの第一層目がプラットフォームに強く定着することが非常に重要です。
もし、第一層目がプラットフォームに定着していない場合、問題が起こるかもしれません。
この問題に対処するためにいくつか方法があるので、以下でいくつかの一般的な原因と、それぞれに対処する方法を説明します。
プラットフォームが水平になっていない
第一層目がプラットフォームに定着しない場合、最初に確認する必要があるのは、プラットフォームが水平かどうかです。
水平ではない場合、プラットフォームの片側がノズルに近すぎて、もう反対側が遠すぎる可能性があります。
キチンと印刷するためには、プラットフォームが水平であることが必要です。
ノズルとプラットフォームが遠すぎる
プラットフォームが適切に水平になった後でも、プラットフォームに対して高さが正しいかどうかを確認する必要があります。
ノズルをプラットフォームから遠すぎず近すぎない、丁度良い距離に設定しましょう。
良く付着させるためには、フィラメントが少し引っかかるくらいの位置に調整しましょう。
プリント速度が速すぎる
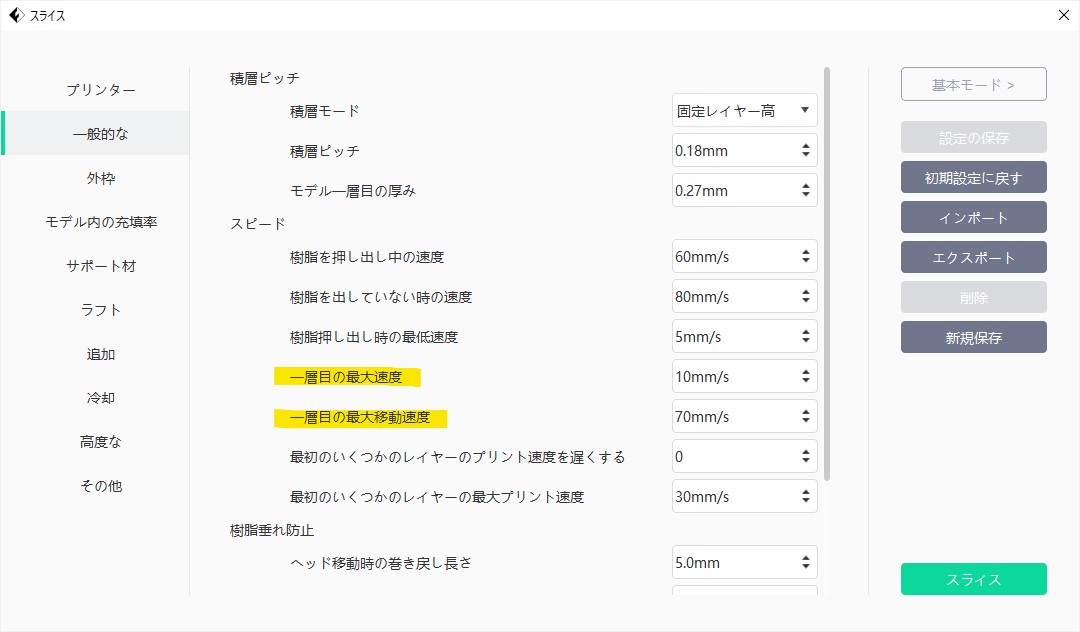
プラットフォームに第一層目を押し出すときは、次の層の印刷が始まる前に、フィラメントがプラットフォームにに正しく定着しているかどうかを確認します。
あまりにも速く印刷すると、フィラメントはプラットフォームに定着する時間がないかもしれません。
ですので、フィラメントがプラットフォームに定着する時間を確保するために、より遅い速度で最初の層を印刷することは大切です。
FlashPrintでのスライス時に変更することができます。
温度または冷却設定
フィラメントは、温度が下がると収縮してしまいます。
例えば、ABSフィラメントで印刷されている100mm幅の部品があったとします。
ノズル温度230度で、冷たいプラットフォーム上に積層されていた場合、ノズルからの射出後に急速で温度が下がる可能性が高いです。
このABS部品を室温30度まで冷却すると、幅100mmの部品は約1.5mm収縮します。
しかし、プラットフォームは通常、一定の温度に保たれているため、これほど収縮することはありません。
そのため、フィラメントは温度が下がっていくにつれて、造形プラットフォームから剥がれてしまいます。
これは、第一層目を印刷するときに注意することが重要な事実です。
この層が最初は定着しているように見えても、冷却されるにつれてプラットフォームから剥がれてしまう場合は、温度または冷却設定が原因である可能性があります。
ABSフィラメントに対応したプリンターは、この問題を解決するためにヒーティングベッドを備えています。
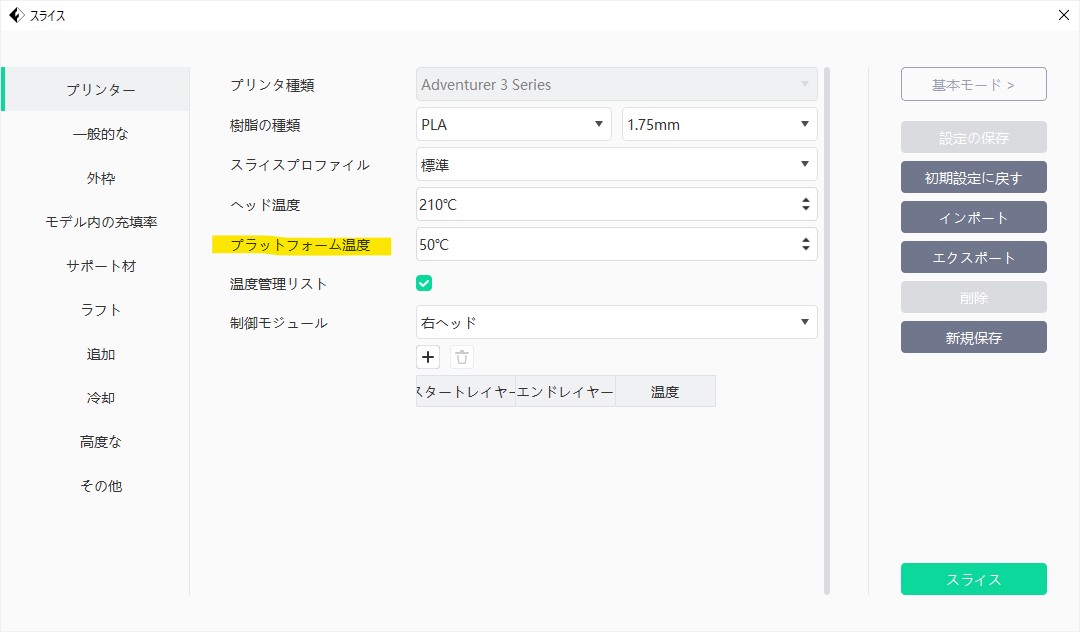
印刷中に100から120度の温度を維持するようにプラットフォームを加熱すると、モデルが収縮しないように第一層目を加熱された状態で保ちます。
そのため、プリンターにヒーティングベッドがある場合は、第一層目が冷却されないようにベッドを加熱してみてください。
PLAは60~70度、ABSは100~120度くらいに加熱された場合に特に剥がれにくくなります。
FlashPrintでのスライス時に変更することができます。
第一層目の冷却が早すぎないように、印刷するときに最初の数層で冷却ファンを無効にすることもできます。
これを設定するには、FlashPrintでのスライス時に[冷却]タブに移動します。
その中の[冷却ファンコントロール]からファンの回転高さを調整できます。
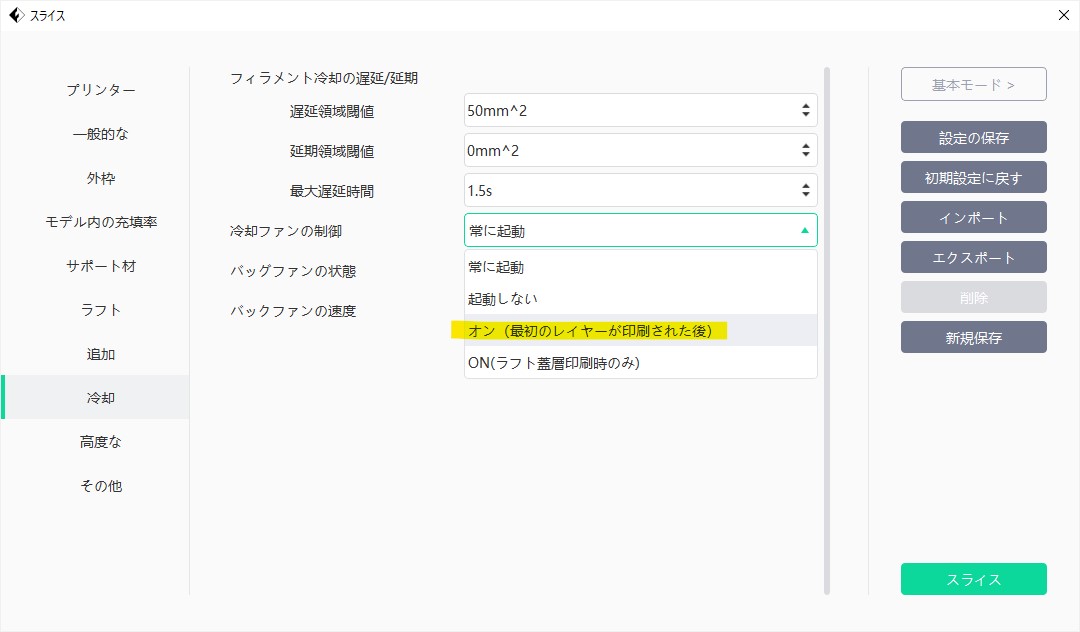
たとえば、ファンを無効にした状態で最初の層を印刷し始め、高さ5mmに到達したらファンを回転させ始めるとします。
その場合は、[冷却ファンコントロール]を「オン(最初のレイヤーが印刷された後)」に設定します。
ABSフィラメントを使用している場合、プリント全体の冷却ファンを無効にするのが一般的であるため、[起動しない]を選択するだけでも問題ないです。
風通しの良い環境で作業している場合、風による冷却を防ぐためにプリンターを断熱することをお勧めします。
プラットフォームの表面(接着剤、および材料)
印刷を開始する前に、プラットフォームにほこり、油脂、または油が付いていないかを確認することをお勧めします。
また、プラットフォームを水や無水エタノールなどで拭いてキレイにすると、定着しやすくなります。
スティックのりなどを使用していただくことによって、より定着しやすくなります。
ラフトを有効にする
とても小さいものを印刷している場合、プラットフォームの表面にくっつくのに十分な面積を確保できていない場合があります。
その場合はラフトを有効にする必要があります。
ラフトは、スライスの際に[ラフト]オプションを[有効]にすることで有効にできます。