モデルに対してフィラメントが糸引きしている場合、どうすればいいのか
モデルにフィラメントの糸引きが発生することがあります。
これは、エクストルーダーが移動している間にノズルからフィラメントが垂れてしまうことが原因です。
この問題を解決するためにFlashPrintにはいくつかの設定があります。
エキスパートモードに設定してから[ヘッド移動時の巻き戻し長さ]によって調整することができます。
この数値を調整すると、モデルの1セクションの印刷が終了した際にフィラメントがノズル内に引き戻され、フィラメント垂れへの対策として働きます。
印刷を再開するときは、フィラメントがノズルに押し戻され、フィラメントが再度先端から押し出されます。
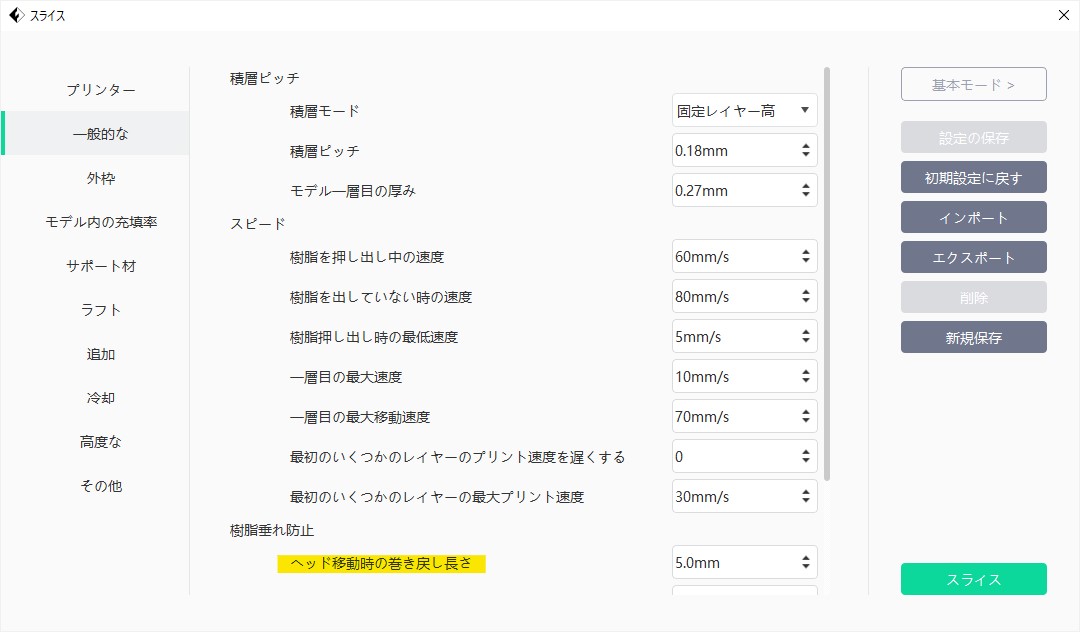
[ヘッド移動時の巻き戻し長さ]の数値を確認するには、スライスを押した後に[一般的な]タブの中から[ヘッド移動時の巻き戻し長さ]を見つけます。
以下のセクションでは、重要な収縮設定と、押出機の温度設定など、糸引きを防ぐために使用できるその他のいくつかの設定について説明します。
引き込み距離が短すぎる
引き込みに関する最も重要な設定は、引き込み距離です。
これは、どのくらいの量のフィラメントがノズルに引き込まれるかということです。
一般に、ノズルからより多くのフィラメントが引き込まれるほど、ノズルは移動中に垂れる可能性が低くなります。
デフォルトだと引き込み距離は5.0mmになっていますが、糸引きが発生した場合は、引き込み距離を1.0mm長くして、パフォーマンスが向上するかどうかを確認してください。
エキスパートモードに設定して、[一般的な]タブから[ヘッド移動時の巻き戻し長さ]を調整してください。
引き込み速度
次に確認する必要がある設定は、引き込み速度です。
これはフィラメントがノズルからどのくらいの速さで引き込まれるかということです。
ゆっくりと引き込むと、フィラメントはノズルからゆっくりと垂れてきて、エクストルーダーが新しい目的地に移動する間に垂れ始めます。
あまりにも速く引き込むと、フィラメントはノズルの中から外れるかもしれないし、ドライブギアが速く動くことによってフィラメントが潰されてしまうかもしれません。
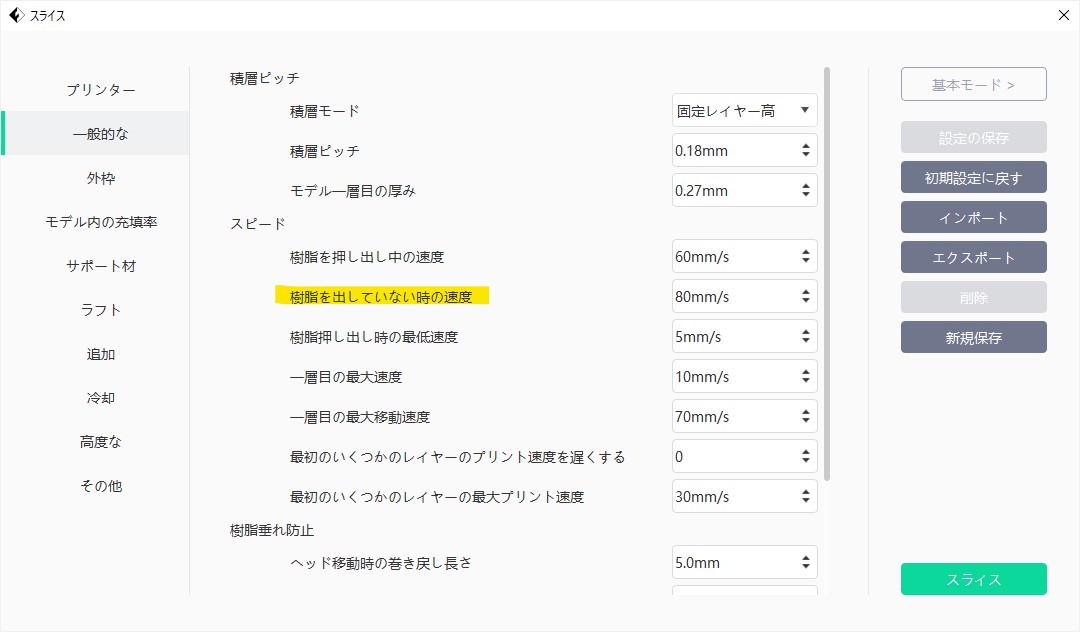
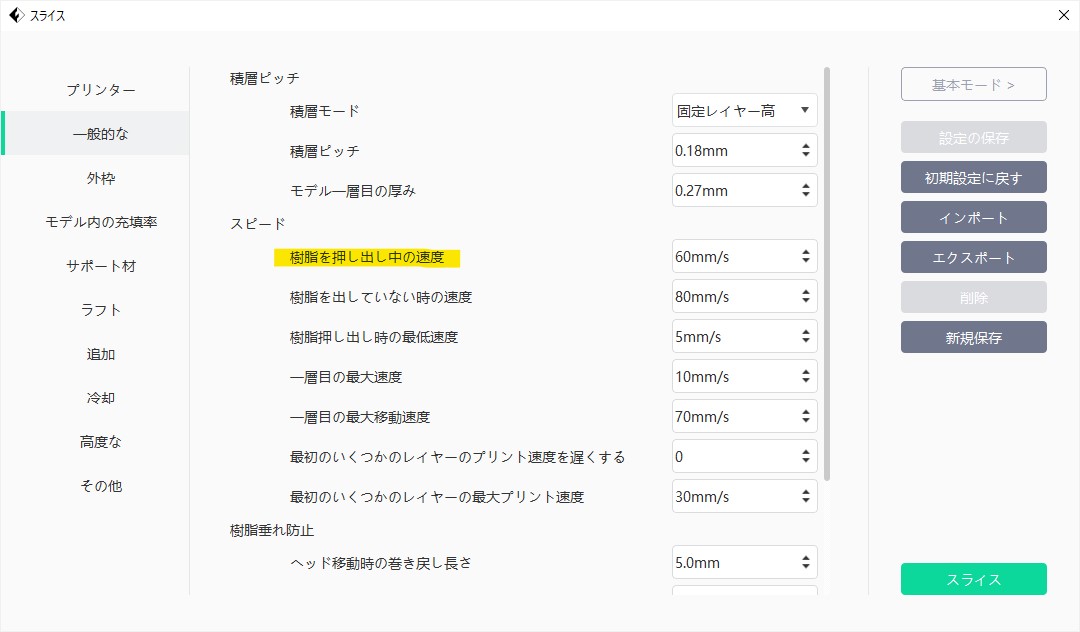
エキスパートモードに設定して、[一般的な]タブから[樹脂を押し出し中の速度]を調整してください。
温度が高すぎる
引き込み設定を確認したら、次に確認するべき点はノズルの温度です。
温度が高すぎると、ノズル内のフィラメントが垂れやすくなります。
しかし、逆に温度が低すぎると、フィラメントが溶け切らず押し出すのが難しくなります。
上記引き込み設定を試しても糸引きが直らない場合、ノズル温度を5-10度下げてみてください。
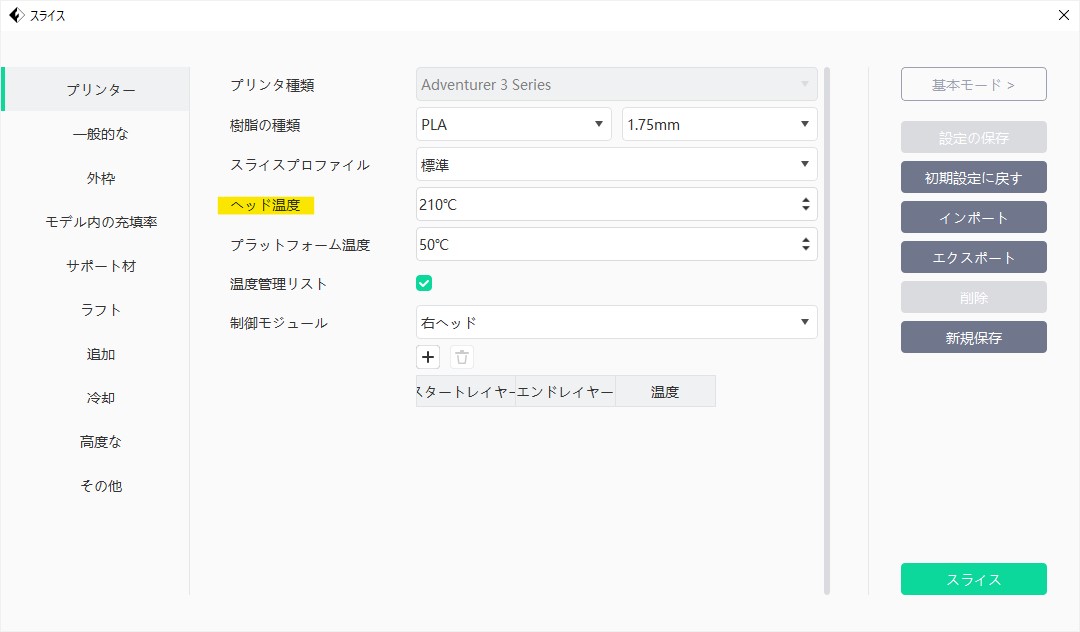
エキスパートモードに設定して、[プリンター]タブから[ヘッド温度]を調整してください。
中空部分での長い動き
一番最初に書いたように、エクストルーダーが異なる2点間を移動しているときにフィラメントがノズルから垂れ始め、糸引きが起こります。
この動きの長さは、糸引きの程度に大きな影響を与える可能性があります。
フィラメントがノズルから垂れる時間がないように、短い動きで十分に速いかもしれません。
しかし、長い動きは弦を作る可能性が高いです。
移動速度