FlashPrint 5のエキスパートモード設定方法
コンテンツ
エキスパートモードの設定方法
①FlashPrintを起動して、[スライスの実行] をクリックします。
②左下にある[エキスパートモード]をクリックします。
③設定項目が増えており、エキスパートモードへの変更が完了です。
エキスパートモードの設定項目についての解説
[プリンター] タブについて
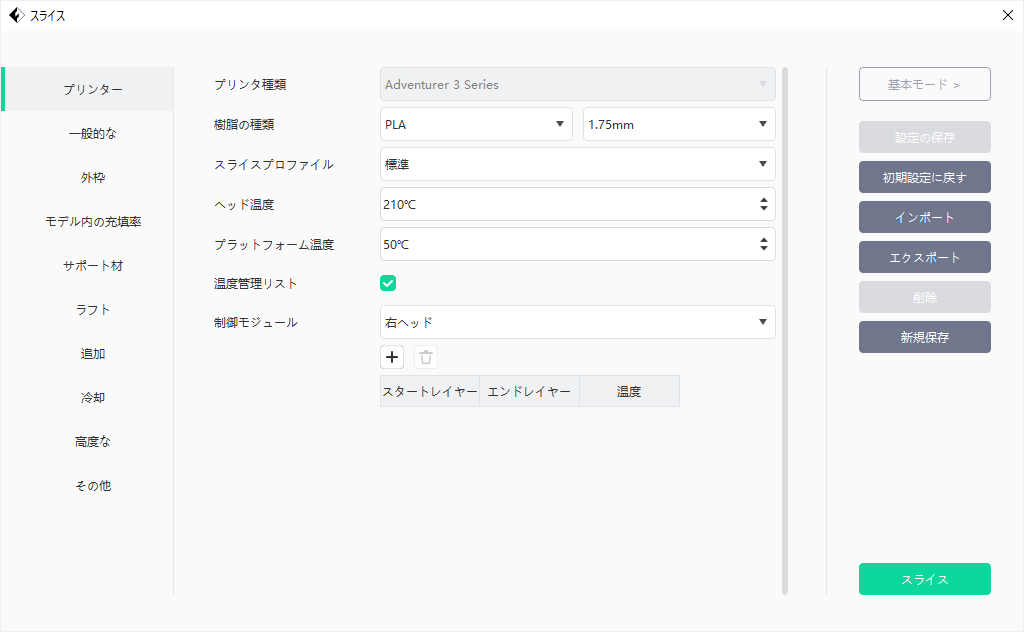
◆樹脂の種類
→ フィラメントの種類と、径を選択します。
◆スライスプロファイル
→ 3つのオプション(標準/細かい/速い)があります。
→ [細かい]オプションでは、造形精度が良くなりますが、速度は遅くなります。
→ [速い]オプションでは、速度は速くなりますが、造形精度は悪くなります。。
◆ヘッド温度
→ ノズルの温度です。
◆プラットフォーム温度
→ プラットフォームの温度です。
◆温度管理リスト
→ 印刷品質を上げるために、レイヤーごとにノズル温度を変更します。
◆制御モジュール
→ 温度管理リストで適応される「スタートレイヤー」「エンドレイヤー」「温度」を指定します。
[一般的な] タブについて

積層ピッチ
◆積層モード
→ 固定レイヤー高:レイヤーの高さが常に一定のモードです。
→ 可変レイヤー高:レイヤーの高さを部分によって変えるモードです。
◆積層ピッチ
→ 一層ごとのレイヤーの高さです。
◆モデル一層目の厚み
→ 第一層目のレイヤーの高さです。一層目だけ別項目で設定があるのは、この一層目のレイヤーの高さが低いと、プラットフォームから剥がれやすくなるためです。
スピード
◆樹脂を押し出し中の速度
→ プリントをしている際のヘッドの移動速度です。
◆樹脂を出していない時の速度
→ フィラメントを出力していない際のヘッドの移動速度です。
◆樹脂押し出し時の最低速度
→ フィラメントが出力される際の最低速度です。
◆一層目の最大速度
→ 一層目をプリントしている際のヘッドの最高速度です。
→ ラフトを有効にしている場合には反映されません。
◆一層目の最大移動速度
→ 一層目でフィラメントを出力していない際のヘッドの最高移動速度です。
→ ラフトを有効にしている場合には反映されません。
◆最初のいくつかのレイヤーのプリント速度を遅くする
→ 最初の数枚のレイヤーの速度を遅くして、印刷の成功率を上げます。
→ 例えば数値を「3」に設定すると、2層目から4層目までの速度が変更されます。
→ 一層目はこの項目によって制御されません。
→ 数値を「0」に設定した場合、この設定は無効になります。
◆最初のいくつかのレイヤーの最大プリント速度
→ 「最初のいくつかのレイヤーのプリント速度を遅くする」で設定したレイヤーの最大移動速度です。
樹脂垂れ防止
◆ヘッド移動時の巻き戻し長さ
→ ヘッド移動の際に、ノズル内部へフィラメントを引き戻す長さです。
◆引き戻し速度
→ 引き戻しの際の速度です。
◆押し出し速度
→ 引き戻しの後、供給する際の速度です。
◆引き戻した後の補正
→ 引き戻しの後、供給する際に追加で出力する樹脂の長さです。
→ 通常は「0.0mm」のままで問題ありません。
→ 引き戻し後の供給時に樹脂が少なく印刷に失敗する場合、長さを追加してください。
◆樹脂の巻き戻し
→ はい:樹脂の巻き戻しを有効にします。
→ いいえ:樹脂の巻き戻しを無効にします。
[外枠] タブについて

モデル外装の厚み
◆シェル・カウント
→ オブジェクトの外壁のレイヤー数です。
→ 数値を増やすほど、外壁レイヤーが分厚くなります。
◆重複周囲
→ オブジェクトの薄い部分と外壁レイヤーの重なる比率です。
→ 数値が高いほど、外壁レイヤーとの距離が縮まります。
スピード
◆外側のスピード
→ 通常速度に対する、外壁レイヤーの一番外側を印刷する速度です。
◆エクステリアの最大速度
→ 外壁レイヤーを印刷する最大速度です。
◆可視インテリアのスピード
→ 通常速度に対する、外壁レイヤーの一番内側を印刷する速度です。
◆目に見える内部最高速度
→ 「可視インテリアのスピード」の最大速度です。
◆見えないインテリアのスピード
→ 通常速度に対する、外壁レイヤーの内部を印刷する速度です。
◆目に見えない内部の最高速度
→ 「見えないインテリアのスピード」の最大速度です。
印刷開始地点
◆モード
→ 特定の場所に近い(標準):全てのレイヤーのスタート位置をXY座標に合わせてスタートします。
→ インナーリセスポイント:オブジェクト内側からプリント開始するよう優先します。できない場合は、「特定の場所に最も近いです」を基準とします。
→ 開始地点をランダムに設定:印刷開始位置がランダムになります。
◆X
→ すべてのレイヤーにおいて、X軸のスタート位置を決めます。
◆Y
→ すべてのレイヤーにおいて、Y軸のスタート位置を決めます。
◆最適化の開始点を許可する
→ 必要に応じてスタート位置を調整できます。
→ 「特定の位置に最も近い」以外の位置をスタート位置とします。
→ 版画板などを印刷するときは「いいえ」にすることを推奨します。
[モデル内の充填率] タブについて

一般的な
◆上面積層数
→ オブジェクトの上面レイヤー数のことです。
◆底面積層数
→ オブジェクトの底面レイヤー数のことです。
◆充填率
→ オブジェクト内部の充填比率のことです。
◆モデル内部充填パターン
→ ライン :もっとも印刷速度が速いです。
→ 六角形 :もっとも強度があります。
→ 三角形 :そこそこの印刷速度で、そこそこの強度です。
→ 3Dインフィル :螺旋形上に充填します。通常、充填密度が低い場合に使用されます。
◆重複周囲
→ 内部充填レイヤーと外壁レイヤーの重なる比率です。
◆花瓶モード
→ 有効にすると、頂面レイヤーとその直下にある内部構造が印刷されなくなります。
スピード
◆基本速度
→ 通常速度に対する、上面と底面を印刷する速度です。
◆内部充填の印刷速度
→ 通常速度に対する、内部充填を印刷する速度です。
充填をコンバイン
◆最大充填組み合わせ
→ 印刷速度を上げるため、重なった充填物を組み合わせることができます。
→ 組み合わせた後、周囲の厚さは変わりませんが、内部充填は厚くなります。
→ 頂面と底面の重なった層の高さは0.2mm以下が推奨です。
◆最大スパース組み合わせ
→ 印刷速度を上げるため、重なった充填物を組み合わせることができます。
→ 組み合わせた後、周囲の厚さは変わりませんが、内部充填は厚くなります。
→ 内部充填の重なった層の高さは0.36mm以下が推奨です。
◆面積のしきい値の組み合わせ
→ ある層の印刷面積がしきい値面積よりも小さい場合、この層の印刷時間を増加させ、次の層を印刷する前にフィラメントが確実に冷却されるようにするために、この層を組み合わせて充填しない。
充填の組み合わせ
◆間隔レイヤー
→ 強化レイヤーを追加し、強度を上げます。
→ 0は無効を表しています。
◆充填レイヤー
→ 追加された充填レイヤーの数です。
◆インフィル密度の制御
→ 「スタートレイヤー」「エンドレイヤー」「密度」を指定します。
[サポート材] タブについて

一般的な
◆サポートタイプ
→ サポートの形状を「ライン型」「枝型」の2種類から選択します。
ライン型
◆スピード
→ 通常速度に対する、ラインサポートを印刷する速度です。
◆モデルスペース(X / Y)
→ オブジェクトとサポートの最小水平間隔のことです。
→ 剥がしやすくするためには、間隔を調整してください。
◆モデルスペース(Z)
→ オブジェクトとサポートの垂直間隔のことです。
→ 剥がしやすくするためには、間隔を調整してください。
◆ベッドとの隙間
→ ラフトとサポートとの垂直間隔を調整します。
→ 剥がしやすくするためには、間隔を調整してください。
◆パス形状
→ ポリライン:サポート材の取り外しが容易になります。
→ グリッド:サポート材の安定性が高くなります。
◆パススペース
→ ラインサポート同士の間隔のことです。
→ 間隔が狭いほどキレイに印刷できます。
→ ただその分時間がかかり、サポートが剥がしにくくなります。
◆サポート材の厚み
→ 厚くすると強度が上がります。
→ 薄くすると剥がしやすくなります。
◆上面積層数
→ 頂面レイヤー数を増やすと、モデルとサポート間の印刷品質を向上させます。
→ ただ、サポートが剥がしにくくなります。
高度な
◆パスの角度
→ サポート印刷経路と最初のレイヤーの内部充填印刷経路の間の角度です。
◆トップ密度
→ 上面レイヤーの充填率のことです。
◆水平方向の拡張
→ モデルの端っこにサポートがないことを回避するため、サポートを水平方向に拡げます。
◆サポート材の周囲に壁を作成
→ 作成すればサポート材が頑丈になりますが、印刷後の除去が難しくなります。
枝型
◆スピード
→ 通常速度に対する、枝サポートを印刷する速度です。
◆モデルスペース(X / Y)
→ オブジェクトとサポートの間隔のことです。
→ 剥がしやすくするためには、間隔を調整してください。
◆シェル・カウント
→ サポートの直径のレイヤー数です。
→ 強度を上げるには数値を大きくしてください。
◆Zホップを自動セットアップ
→ 移動中にベッドを下げ、サポートの土台とノズルが接触しないようにします。
[ラフト] タブについて
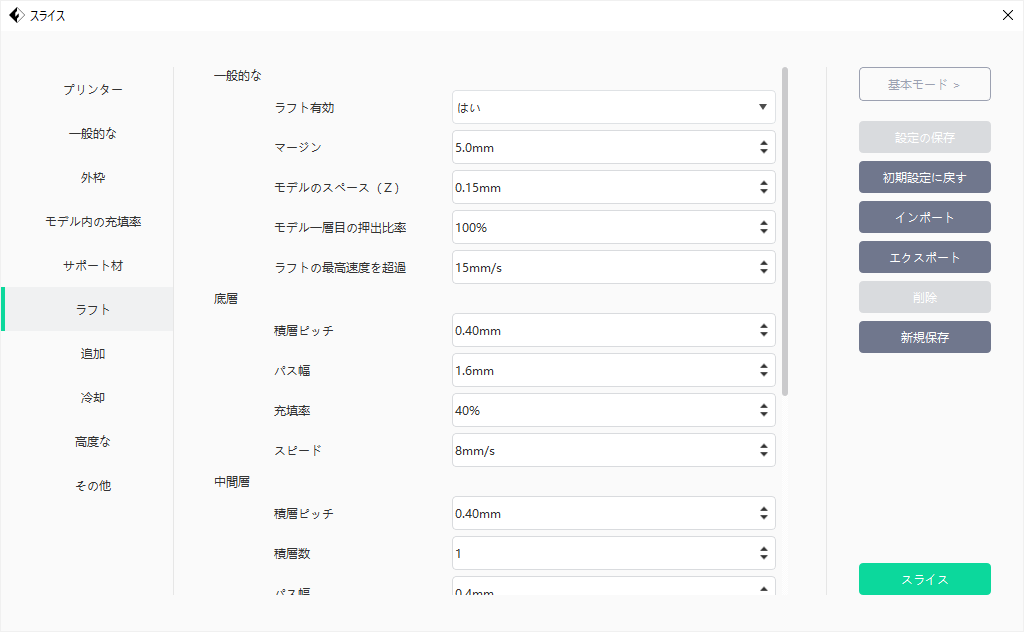
一般的な
◆ラフト有効
→ ラフトを有効にするかどうかです。
◆マージン
→ オブジェクトの輪郭から外側に広がる長さのことです。
◆モデルのスペース(Z)
→ オブジェクトとラフトの間隔のことです。
→ 数値を大きくするほど、ラフトからモデルが剥がしやすくなります。
→ 数値を小さくするほど、モデル底面の印刷が綺麗になります。
◆モデル一層目の押出比率
→ ラフト作成後のモデル一層目の押出率を設定します。
→ 数値を大きくするとフィラメントの線幅が太くなり、底面の仕上がりを調整できます。
→ ただし、数値を大きくするほどラフトから剥がしにくくなります。
◆ラフトの最高速度を超過
→ ラフトを作成後のモデル一層目の速度をのことです。
→ 速度を遅くするほど、モデルとラフトの定着性が上がります。
底層
◆積層ピッチ
→ ラフト底層の積層ピッチのことです。
→ 高くすれば、プラットフォームから剥がれにくくなります。
◆パス幅
→ ラフト底層のフィラメント幅のことです。
→ 高くすれば、プラットフォームから剥がれにくくなります。
→ ただ、印刷速度が遅くなります。
◆充填率
→ ラフト底層の充填率のことです。
→ 高くすれば、プラットフォームから剥がれにくくなります。
→ ただ、印刷速度が遅くなります。
◆スピード
→ ラフト底層の印刷速度のことです。
→ レイヤーが高いほど、印刷速度も遅くする必要があります。
中間層
◆積層ピッチ
→ ラフト中間層の積層ピッチのことです。
◆積層数
→ ラフト中間層の積層数のことです。
◆パス幅
→ ラフト中間層のフィラメント幅のことです。
◆充填率
→ ラフト中間の充填率のことです。
◆スピード
→ ラフト中間層の印刷速度のことです。
→ スピードが遅いほど、底層から剥がれにくくなります。
→ ただ、印刷速度が遅くなります。
蓋層
◆積層ピッチ
→ ラフト蓋層の積層ピッチのことです。
◆積層数
→ 蓋層の積層数のことです。
◆パス幅
→ ラフト蓋層のフィラメント幅のことです。
◆スピード
→ ラフト蓋層の印刷速度のことです。
→ スピードが遅いほど、ラフトの表面がキレイになります。
→ ただ、印刷速度が遅くなります。
◆モデル間の角度
→ ラフト表面のプリント経路の充填角度のことです。
[追加] タブについて

プレ押出し
◆プレ押出しを有効にする
→ プレ押出しを有効にするかどうかです。
→ プレ押出しとは、オブジェクトの印刷前のテスト出力のことです。
◆マージン
→ テスト出力から実際のプリントまでの距離のことです。
◆パスの長さ
→ テスト出力の長さのことです。
◆スピード
→ テスト出力のスピードのことです。
壁
◆壁有効
→ 壁を有効にするかどうかです。
→ オブジェクトの周りに壁を印刷します。
→ 壁を印刷することで、樹脂垂れを防止できます。
◆シェル・カウント
→ 壁のレイヤー数のことです。
→ レイヤー数を増やすほど、壁が頑丈になり壊れにくくなります。
◆マージン
→ オブジェクトと壁の間隔のことです。
◆スピード
→ 壁の印刷速度のことです。
◆穴の内側に壁を生成する
→ 穴の内部で壁を形成するかしないかについてです。
枠
◆枠を付ける
→ オブジェクトの一層目の輪郭に枠を付けるかです。
→ 付けると反りづらくなり、プリントがより安定します。
◆マージン
→ 枠の幅のことです。
→ 幅が広いほど安定しますが、印刷時間がかかります。
◆枠のレイヤー
→ 枠のレイヤー数のことです。
→ レイヤー数が増えるほど、プラットフォームから剥がれにくくなります。
→ ただ、同様に取り外しにくくなるとも言えます。
◆スピード
→ 枠の印刷速度のことです。
◆穴の内側にブリム(縁)を生成させる
→ 穴の内部で壁を形成するかしないかについてです。
→ 形成しないようにすると、取り外しが楽になります。
ワイピングタワー
◆スピード
→ ワイピングタワーの印刷速度のことです。
[冷却] タブについて

フィラメント冷却の遅延/延期
◆遅延領域閾値
→ レイヤーの印刷領域が領域の閾値より小さい場合、フィラメントの冷却に十分な時間を確保するために、印刷速度を低下させます。
◆延期領域閾値
→ レイヤーの印刷領域が領域の閾値より小さい場合、フィラメントの冷却に十分な時間を確保するために、印刷速度を低下させます。
→ 遅延領域の閾値が0に設定されている場合、フィラメント冷却の印刷を遅らせません。
◆最大遅延時間
→ フィラメントを冷却するための最大遅延時間です。
クーリングファンコントロール
→ 常に起動:冷却ファンを常に起動する。
→ 起動しない:冷却ファンを起動しない。
→ オン(最初のレイヤーが印刷された後):冷却ファンをラフトの最下層を印刷しているときのみ起動する。
→ ON(ラフト蓋層印刷時のみ):冷却ファンをラフトの最上層を印刷しているときのみ起動する。
◆バッグファンの状態
→ 常に起動:バックファンを常に起動する
→ 起動しない:バックファンを起動しない。
◆バックファンの速度
→ バックファンの速度です。
[高度な] タブについて
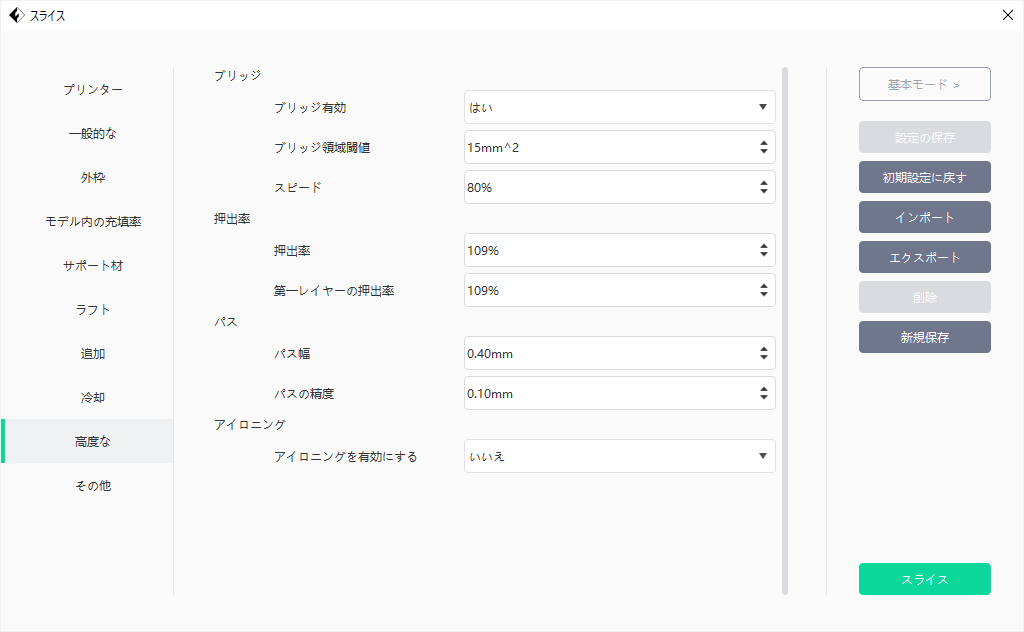
ブリッジ
◆ブリッジ有効
→ ツールパスの効果を最適化し、最短化することによって、空中に浮いている部分の印刷効果を向上させる。
◆ブリッジ領域閾値
→ 空中に浮いている部分の領域が、領域の閾値より小さい場合、ブリッジ機能は使用できません。
◆スピード
→ 通常速度に対する、ブリッジを印刷する速度です。
押出率
◆押出率
→ フィラメントの押出し率の調整です。
◆第一レイヤーの押出率
→ 第一レイヤーの押出し率の調整です。
Path
◆パス幅
→ 押出し時のフィラメントの幅です。
→ デフォルトだとノズルの直径(0.4mm)です。
◆パスの精度
→ モデルがとても細かい場合の、押出しパスの精度を決定します。
→ 値が大きいほど、座標の精度が低くなります。
→ ただし、押出精度は高くなります。
アイロニング
◆アイロニングを有効にする
→ 一番上のレイヤーに被せるように、ごく少量の樹脂を押し出します。
→ 表面の樹脂を溶かして、より滑らかな表面を作ります。
[その他] タブについて

容量を調整する
◆調整を許可する
→ 出力誤差を抑えるために、押出しパスを調整する。
◆外部補償
→ オブジェクトの外径を調整します。
→ 拡大するにはプラスを設定し、縮小するにはマイナスを設定します。
◆内部補償
→ オブジェクトの内径を調整します。
→ 拡大するにはプラスを設定し、縮小するにはマイナスを設定します。
◆Z軸補正
→ モデルの高さを調整します。
→ 数値を大きくすると、モデルが高くなります。
→ 数値を小さくすると、モデルが低くなります。
Zホップ
◆Zホップモード
→ ノズルの移動時、モデルと接触しないようにZ軸の位置を上げるかの調整です。
◆Zホップ高
→ モデルからZ軸をどの程度離すかの調整です。。
◆Zホップ最小距離
→ どの程度XY平面上を移動するときにZホップを実行するかの調整です。
→ 指定した距離以下の移動の際は、Zホップが実行されません。
プリントを停止する高さ
◆レイヤーで一時停止
→ 任意の高さに到達するとプリントを一時停止する。
連続印刷
◆連続印刷を有効にする
→ 連続印刷を有効にするかどうかの設定です。
→ 連続印刷とは、複数モデルを印刷する際、1モデルずつ順番に印刷する方式です。